





| 柄径 | D4-D14 |
|---|---|
| 材质 | 钨钢 |
| 槽数 | 4 |
| 规格 | R0.25-R6 |
| 加工范围 | HRC55度以内材料 |
| 结构类型 | 整体式 |
| 类型 | 半圆键铣刀 |
| 螺旋角 | 直槽 |
| 全长 | 50-75mm |
| 适用范围 | 加工中心 |
| 是否标准件 | 是 |
| 样品或现货 | 现货 |
| 是否进口 | 否 |
| 适用机床 | 铣床 |
| 是否库存 | 是 |
| 是否批发 | 是 |
| 是否涂层 | 涂层 |
| 品牌 | 神兵精工 |
| 型号 | R0.25-R6 |
| 加工定制 | 否 |
| 刃径 | 2-14mm |


【钨钢简介】钨钢也称为硬质合金是一种主要由硬质相和粘结相组成的粉末冶金产品,主要碳化物有:碳化钨(WC) 、碳化钛 、碳化钽和碳化铌以及钴,在大部分情况下,钴作为粘结相使用,不同的硬质合金材质有不同的用途。采用钨钢材质制作的刀具硬度可达维氏10K,次于钻石的硬度。正因如此,钨钢铣刀主要具有不易被磨损的特性,质脆坚硬不怕退火,使用时间长,加工速度快等特点。
【内R简介】内R刀通常为2刃或4刃凹圆弧铣刀,也叫凹半圆铣刀或反半圆铣刀以及反R铣刀。主要用于CNC、电脑锣、精雕机、数控车床、自动车床或其他机床上对工件进行精密加工的刀具。具有加工效率高,加工速度快,加工精度高,工件表面粗糙度好以及高导屑,高进给,较长使用时间等特点,适用于干式切削和冷却式切削。
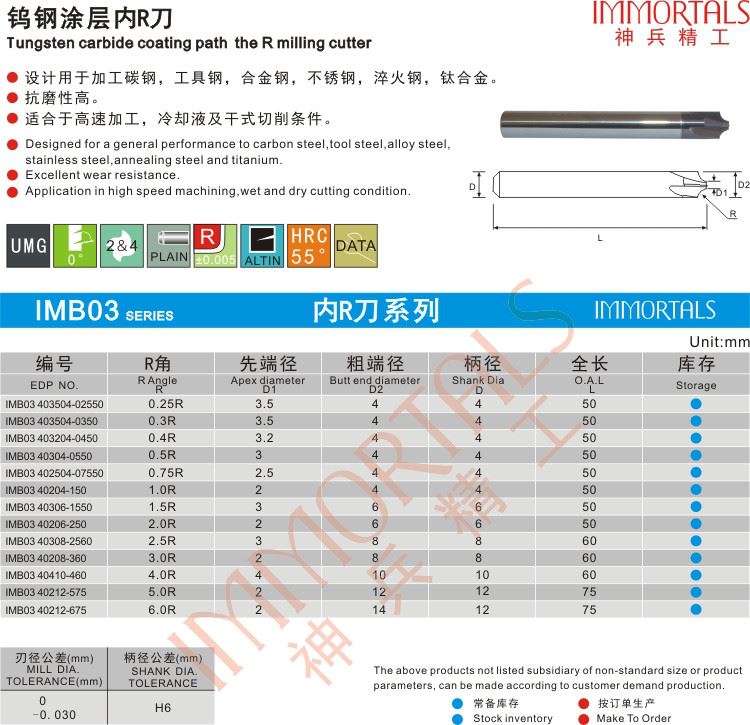
【规格介绍】R角X柄径X全长
R0.25*D4*50L(先端径2,粗端径2.5)
R0.3*D4*50L(先端径2,粗端径2.6)
R0.4*D4*50(先端径2.2,粗端径3.2)
R0.5*D4*50(先端径3,粗端径4)
R0.75*D4*50(先端径2.5,粗端径4)
R1.0*D4*50(先端径2,粗端径4)
R1.25*D4*50(先端径2.5,粗端径4)
R1.5*D6*50(先端径3,粗端径6)
R2.0*D6*50(先端径2,粗端径6)
R2.5*D8*50(先端径3,粗端径8)
R3.0*D8*50(先端径2,粗端径8)
R4.0*D10*60(先端径2,粗端径10)
R5.0*D12*75(先端径2,粗端径12)
R6.0*D14*75(先端径2,粗端径14)
【主要参数】棒材:微粒0.2μm德国钨钢,螺旋角:无,加工硬度:HRC55°,涂层:TIALN涂层/无涂层。
【适合加工材料】模具钢、铸铁、碳素钢、合金钢、工具钢、不锈钢、钛合金,一般铁材等材料。
【反R刀用途】用于球面、曲面、圆弧面、圆弧轮廓或圆弧棱等凸圆弧面精密加工。
【神兵刀具特点】神兵公司刀具主要具有如下特点:
1、使用时间长,锋利刃口设计,结合新镀层处理,刀具不易磨损;
2、选择余地大,相同的刃径,有多种不同的刃长和全长,方便不同程度的加工速度需要和加工距离需要;
3、加工材料广,对于铸铁、不锈钢、碳钢、淬火钢、石墨、复合材料、亚克力等不同硬度材料进行精密加工;
4、不容易断刀,刃部采用科学的结构设计,大限度的发挥刀刃的刚性和强度;
5、加工效率高,为精度和速度铣削加工而设计;
6、适用机床多,神兵数控刀具可以在CNC,电脑锣,精雕机,数控车床或其它机床上使用;
7、加工精度高,采用细微粒钨钢,精密CNC进行开刃研磨,加上涂层处理,生产出精密的刀具,只有采用精密的刀具,结合精密的设备生产,才能生产出精密的产品。


【品牌介绍】神兵工具(IMMORTALS)是德国新材料研发、数控刀具设计与生产的集团公司,为用户提供效率工具是公司的动力;专注研发,专心生产,用心服务为公司的使命;为客户实现产品价值是公司奋斗的目标。

【钨钢材料】选用德国钴领K44,钴12%,钨88%,碳化钨烧结成晶粒度为0.4μm和钴领K55,钴10%,钨90%,碳化钨烧结成晶粒度为0.2μm钨钢棒材为原料。
【研磨沟槽】科学而严格的槽型设计,刃角采用研磨工艺,使得刀具切刃强度、刚性和抗磨性得到结合。大容量沟槽通过精密研磨以及高精抛光处理,排屑顺畅,不易产生积屑瘤。

【精磨刃部】采用新刃形,表面光滑锐利,刃部用细砂轮研磨,无微缺对涂层有好的腐蚀性,便于表面镀层处理,刀具切削使用时间得以顺延。
【新涂层】选用德国CemeCon新涂层,涂层颗粒细微,高韧性与高硬度相结合,兼具高抗磨性、高热硬性、高热稳定性、附着力强以及表面光滑度,减少摩擦。

【严格品质】采用德国ZOLLER刀具检测仪器和系统,产品采用上百项检测,控制每款刀具每个批次生产的参数相同,控制流向市场的刀具合格。









【温馨提示】为了得到较佳的切削刀具使用时间,请使用高刚性、动平衡佳的刀柄。使用神兵工具(IMMORTALS)系列产品,请注意以下事项:
1、装夹刀具时请要锁紧,以免刀具使用过程中脱落,形成一些的损失。
2、使用本刀具前,请测刀具偏摆,刀具偏摆过0.01MM时,使用百分表检测刀具的径向跳动或端面跳动,改正后再切削。
3、刀具伸出夹头长度越短越好,刀具伸出夹头较长时,请调低转速,进给速度或切削量。
4、在切削中如果产生异常之震动或声音时,请调降主轴转速与切削量并检查刀具是否损坏,机床运行状况是否正常,直到情况得以稳定为止。
5、冷却方式以喷雾式或喷气式为较佳冷却方式,以使刀具涂层发挥作用。加工不锈钢、钛合金或耐热合金建议使用水溶性切削液。
6、切削方式依工件、机器、软件之影响,以上数据供参考,神兵工具(IMMORTALS)系列产品属于精密高转速刀具,待切削状况稳定后可将进给速度上调30%~50%。
【刀具选用】合理的选用刀具以及维护,便于发挥刀具的使用效率,利于刀具的使用次数和时长,控制成本,神兵工具有以下几点建议:
1、根据加工产品的结构,材质和加工硬度选用恰当的刀具类型。
2、检查机床的功率和刚度,以便所需要的刀具直径能够在机床上使用。
3、主轴上刀具的悬伸量尽可能达到短,减小刀具轴线与工件位置对冲击载荷的影响。
4、采用适合于该工序的刀具齿距,这样在切削时没有太多的刀片同时和工件啮合而引起振动,另一方面,在铣削狭窄工件或铣削型腔时要保持刀刃和工件啮合。
5、尽量采用每刀片的进给量,以便在切屑厚时能获得切削位置,从而减小刀具磨损。采用正前角槽形的可转位刀片,从而获得平稳的切削功率。
6、选用适合于工件宽度的刀具直径。
7、选用适当的主偏角。
8、规则有序的放置每种刀具。
9、遵循刀具保养及维修的规则,并且监控刀具磨损状况。